网站首页
公司介绍
产品中心
倒立式U钻
数控U钻
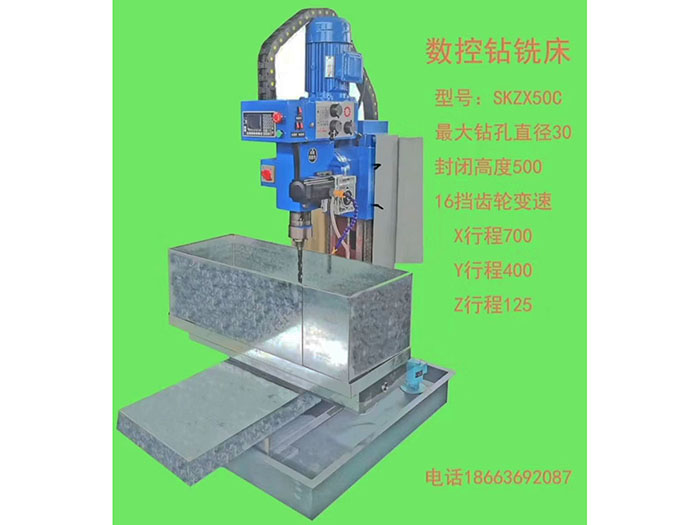
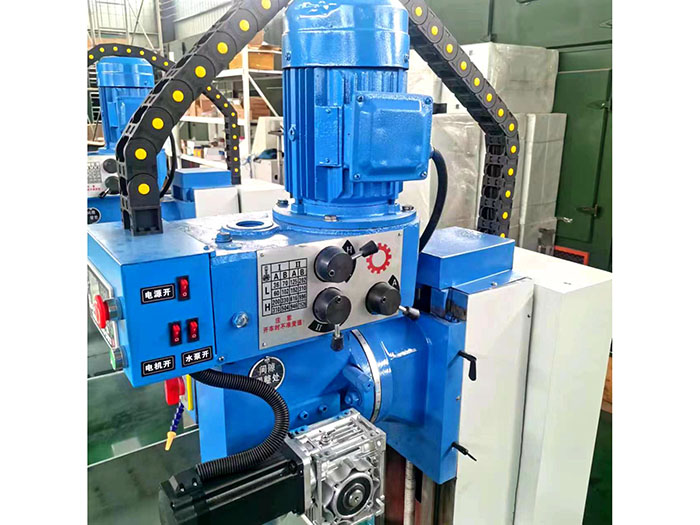
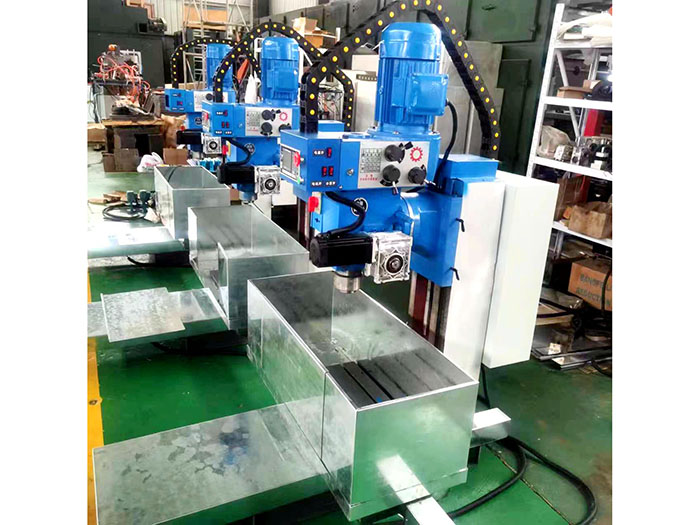
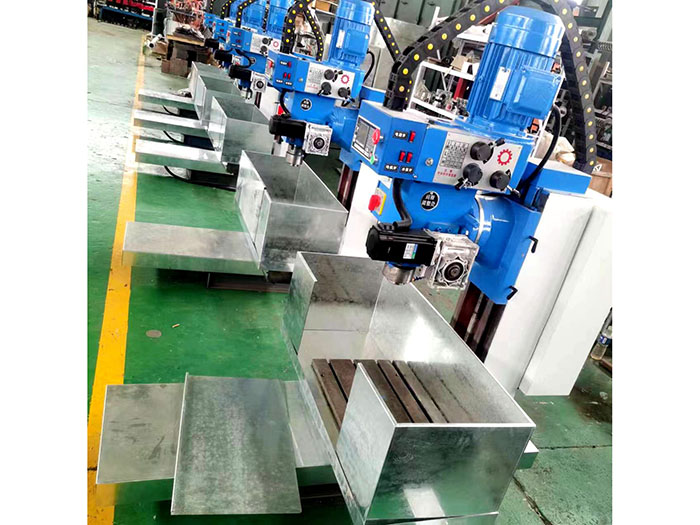
数控钻铣床
法兰钻床
产品视频
新闻资讯
新闻动态
行业资讯
联系我们
倒立式U钻
数控U钻
数控钻铣床
法兰钻床
倒立式U钻
倒立式U钻
倒立式U钻
倒立式U钻
倒立式U钻
倒立式U钻
倒立式U钻
数控钻铣床
数控钻铣床
数控钻铣床
数控钻铣床
数控钻铣床
倒立式U钻
倒立式U钻
倒立式U钻
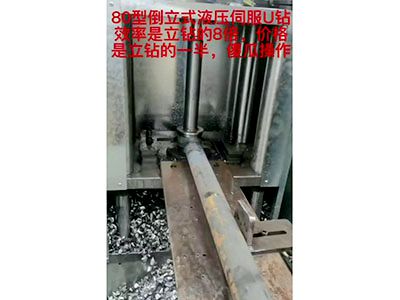
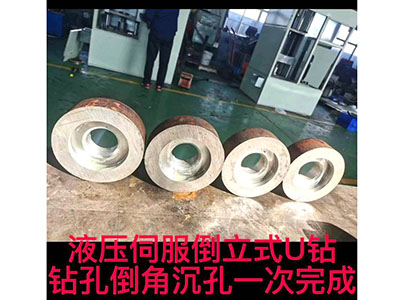
80型倒立式液压伺服U钻
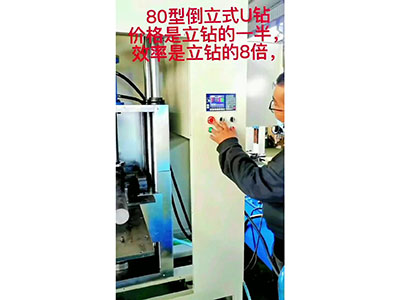
80型倒立式液压U钻
数控U钻
数控钻铣床
倒立式U钻
点击观看更多视频
行业资讯 Industry Information
U钻在数控机床上的使用方法
U钻在数控机床上的使用技巧 第一、使用U钻时,中心刀片应选用韧性好的刀片,周边的刀片应选用比较锋利的刀片。 第二、U钻使用时对机床的刚性、刀…
发布日期:2024-03-29
U钻在数控加工中的优点有哪些…
U钻在数控加工中的优点有哪些? 第一、 U钻的切削参数降低30%后,可实现断续切削,如加工相交孔、相贯孔、相穿孔。 第二、U钻可以在倾斜角小…
发布日期:2024-03-28
使用U钻过程中要注意哪些地方
使用U钻过程中要注意哪些地方 第一、U钻对冷却液的要求很高,必须保证冷却液从U钻的中心射出。冷却液的压力越大越好。刀塔多余的出口可以堵塞,以…
发布日期:2024-03-23
暴力钻和数控深孔的区别有哪些…
暴力钻和数控深孔的区别有哪些方面 第一、数控深孔钻是一种高性能的钻头,采用数控技术加工而成,适用于各种金于各种金属材料的钻孔。 第二、钻头暴…
发布日期:2024-03-22
u钻热变形会影响影响机床加工…
第一、车间热源:如太阳照射、供暖设备和大功率照明灯的辐射等,它们离机床较近时可直接长时间影响机床整体或部分部件的温升。相邻设备在运行时产生的…
发布日期:2024-03-21
暴力钻不能钻有孔的原因
暴力钻不能钻有孔的原因 第一、暴力钻也叫浅孔钻、快速钻、等。标准叫法是机夹钻头或刀片式钻头。暴力钻其实是一种内冷钻头,排削好,可以连续钻孔,…
发布日期:2024-03-20
新闻动态 News
U钻在数控加工中常见的问题
u钻使用在深孔加工中的优点
u钻的使用技巧有哪些?
数控车床的伺服系统
U钻常见问题
车铣复合数控车床的摩擦误差怎样减小
数控平面钻床和普通平面钻床具体有什么…
u钻厂家分享u钻偏心套原理
使用暴力钻要实现安全钻孔
暴力钻放置在需要对中心高的位置对中心
您需要知道的关于U钻的知识
网站首页
|
公司介绍
|
产品中心
|
产品视频
|
新闻资讯
|
联系我们
|
站点地图